DLC-IGUSS
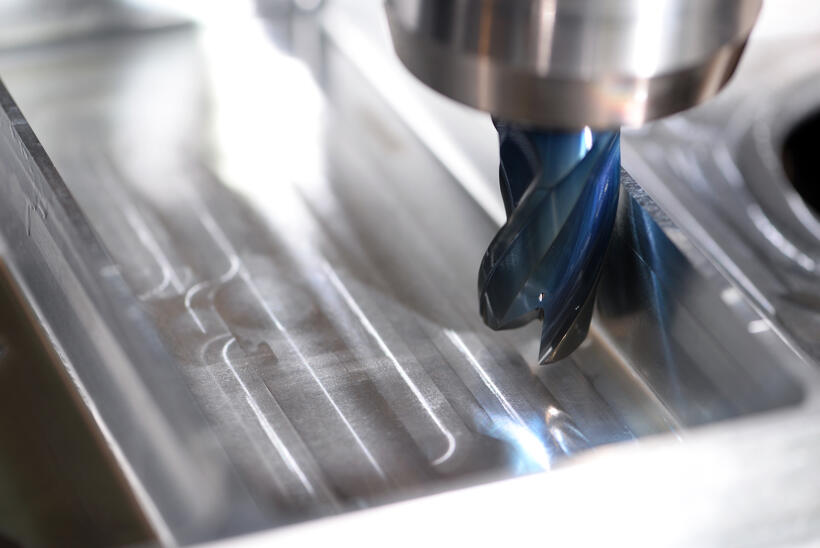
DLCコーティングは、被膜の平滑さが高く低摩擦係数を特徴としたアモルファス被膜で工具に使用されています。
優れた潤滑性で溶着を防止し、極薄でのコーティングが可能なため、切刃をシャープに保つことが可能です。
OCSでは、用途に合わせて“厚膜のDLC-IGUSS(アイグス)”、“薄膜のDLC-SUPER HARD”、“摺動部品用のDLC-LUBUC α”の3種類のコーティングを用意しております。
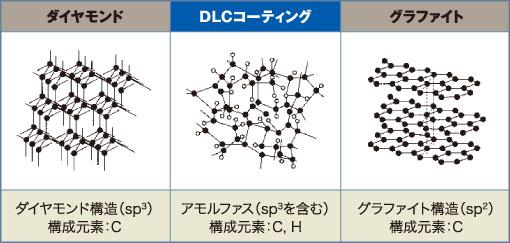
※DLC成膜技術(編著:鈴木秀人、池永勝 日刊工業新聞社)より
◎アモルファス=多結晶構造ではなく、結晶粒界を持たない構造。
| 切削工具向け | DLC-IGUSS(アイグス) | 厚膜:長寿命 |
|---|---|---|
| DLC-SUPER HARD | 薄膜:シャープエッジ | |
| 摺動部品・治工具向け | DLC-LUBUCα | 耐摺動摩耗性 |
DLC-IGUSSコーティング適応被削材
| アルミニウム合金材料 | 用途例 | |
|---|---|---|
| 合金系統 | 代表的な合金番号 | |
| 2000系Al-Cu系 | A2011 | 航空機、ギアー、油圧部品 |
| A2017 | ||
| 5000系Al-Mg系 | A5052 | 船舶、車両、建設用材、アルミ缶エンド |
| A5056 | ||
| 6000系Al-Mg-Si系 | A6061 | 船舶、車両、建設用サッシ、ガードレール、家具 |
| A6063 | ||
| 7000系Al-Zn-Mg系 | A7075 | 航空機、スキーストック、車両、陸上構造物 |
被膜特性
| OCS 名称 | 硬さ(GPa) | 摩擦係数 | 酸化開始温度 | 面粗さ | 耐摩耗性 | 脱膜可否 |
|---|---|---|---|---|---|---|
| 超硬 | ||||||
| DLC-IGUSS | 60 | 0.1 | 550 | ◎ | ○ |
用途
| OSG名称 | 銅合金 | アルミ合金 | グラファイト | 樹脂 |
|---|---|---|---|---|
| DLC-IGUSS | ◎ | ◎ | ○ | ◎ |
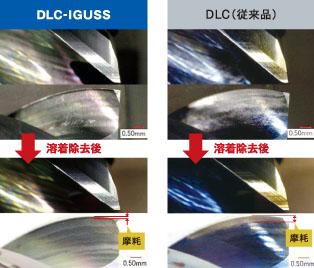
DLC-IGUSS 加工事例
A7075の加工
| 使用工具 | 超硬3枚刃 スクエアエンドミル φ10 |
|---|---|
| 被削材質 | A7075 |
| 切削速度 | 200m/min(16,000min -1) |
| 送り速度 | 0.1mm/t(4,800mm/min) |
| 切込深さ | ap=5mm, ae=8mm |
| 切削方法 | エアブロー |
| 使用機械 | 立形マシニングセンタ |
| 切削長さ | 50m |
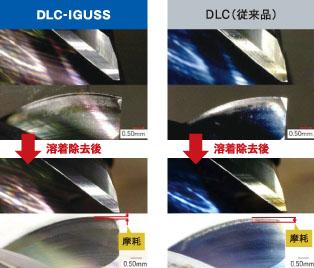
A5052の加工
| 使用工具 | 超硬3枚刃 スクエアエンドミル φ10 |
|---|---|
| 被削材質 | A5052 |
| 切削速度 | 200m/min(16,000min -1) |
| 送り速度 | 0.1mm/t(4,800mm/min) |
| 切込深さ | ap=5mm, ae=8mm |
| 切削方法 | エアブロー |
| 使用機械 | 立形マシニングセンタ |
| 切削長さ | 50m |