WXL
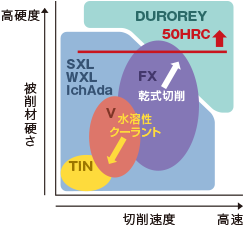
幅広い被削材・加工に対応万能膜!
-潤滑性・耐摩耗性に優れるWXL採用で、広い切削領域に対応可能!

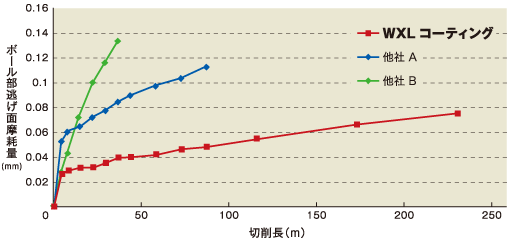
WXLの特長
摩耗形態が従来被膜と異なります!
炭素鋼、銅の切削において、
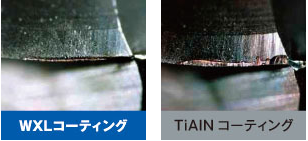
TiAlN と逃げ面の摩耗量が非常に小さく、優れた耐摩耗性!
S50C 84m加工後の刃先損耗写真
加工事例
ホブ:SCM420の加工①
| 使用工具 | ホブ m6×PA20°PSP RH-1 |
|---|---|
| 切削油剤 | 水溶性切削油剤 |
| TiNコート | WXLコート | 能率向上 | ||
|---|---|---|---|---|
| 荒引き | 切削速度(m/min) | 100 | 130 | 130% |
| 送り(mm/rev) | 2 | 2 | ||
| 仕上げ | 切削速度(m/min) | 200 | 250 | 125% |
| 送り(mm/rev) | 3.5 | 3.5 |
ホブ:SCM420の加工②
| 使用工具 | ホブ m2.5×PA20° |
|---|
108個加工後の摩耗状況
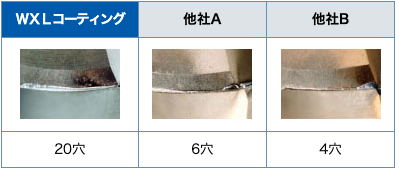
ドライでも湿式加工でも、耐久性3倍を実現!
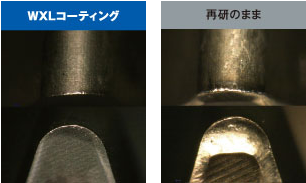
エンドミル:ドライ加工
| 使用工具 | 超硬ボールエンドミル R5×18 |
|---|---|
| 被削材質 | S50C |
| 切削速度 | 200m/min (6,366min-1) |
| 送り速度 | 1,604mm/min (0.126mm/t) |
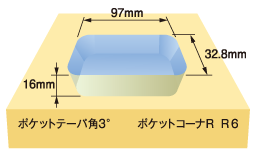
| 切削方法 | ポケット加工 |
| 切込深さ | ap=0.04mm Pf=0.05mm |
| 突出し量 | 4D |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ |
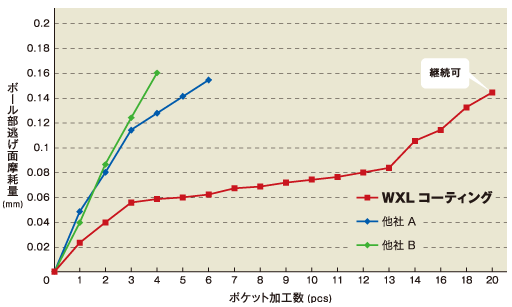
加工後の摩耗状態
エンドミル:湿式加工
| 使用工具 | 超硬ボールエンドミル R3×12 |
|---|---|
| 被削材質 | S50C |
| 切削速度 | 199.7m/min (10,600min-1) |
| 送り速度 | 2,570mm/min (0.121mm/t) |
| 切削方法 | ピック加工 |
| 切込深さ | ap=0.3mm Pf=0.6mm |
| 切削油剤 | 水溶性切削油剤(エマルジョン) |
| 使用機械 | 立形マシニングセンタ |