SXL
SXLの特徴
- 耐溶着性の向上(低摩擦化)
- ナノ構造の積層膜(耐摩耗と低摩擦の両立)
- 付着力の向上(超硬母材と被膜の付着力が向上)
加工事例
Inconel718(46HRC)の加工
| 使用工具 | 超硬4刃ラジアス φ10×R2 |
|---|---|
| 被削材質 | Inconel718(46HRC) |
| 切削方法 | 側面加工 |
| 切削速度 | 30m/min(955min-1) |
| 送り速度 | 80mm/min(0.042mm/t) |
| 切込深さ | ap=10mm ae=0.2mm |
| 切込長さ | 2.19m |
| 切削油剤 | 水溶性切削油剤 |
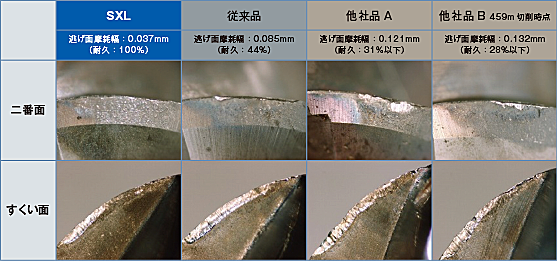
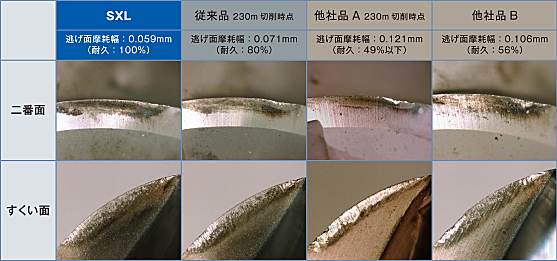
2.19m加工後の損傷状態
NAK80(40HRC)水溶性の加工
| 使用工具 | 超硬2刃ボール R3×6 |
|---|---|
| 寿命判定 | 逃げ面摩耗0.1mmまたは、損傷大 |
| 被削材質 | NAK80(40HRC) |
| 切削方法 | 直線 平面ピック加工 |
| 切削速度 | 199.99m/min(10,610min-1) |
| 送り速度 | 2,546mm/min(0.12mm/t) |
| 切込深さ | ap=0.6mm Pf=1.2mm |
| 切削油剤 | 水溶性切削油剤 |
| 使用機械 | 横形マシニングセンタ |
| 突出し量 | 24mm |
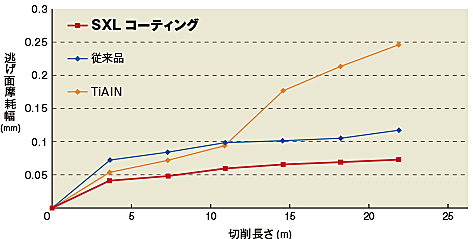
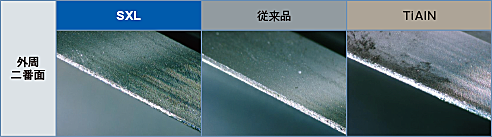
48面(689m)加工後の損耗状態
NAK80(40HRC)エアブローの加工
| 使用工具 | 超硬2刃ボール R3×6 |
|---|---|
| 寿命判定 | 逃げ面摩耗0.1mmまたは、損傷大 |
| 被削材質 | NAK80(40HRC) |
| 切削方法 | 直線 平面ピック加工 |
| 切削速度 | 199.99m/min(10,610min-1) |
| 送り速度 | 2,546mm/min(0.12mm/t) |
| 切込深さ | ap=0.6mm Pf=1.2mm |
| 切削油剤 | エアブロー |
| 使用機械 | 横形マシニングセンタ |
| 突出し量 | 24mm |
48面(689m)加工後の損耗状態