CrN
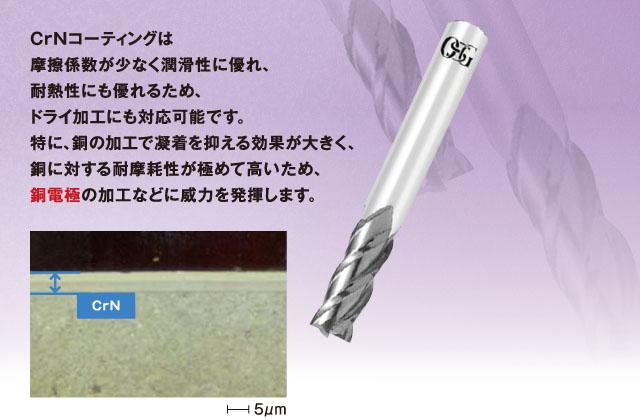
被膜特性
| OCS名称 | 硬さ(GPa) | 摩擦係数 | 酸化開始温度 | 耐熱性 | 付着力 | 面粗さ | 耐摩擦性 | 脱膜可否 | |
|---|---|---|---|---|---|---|---|---|---|
| ハイス | 超硬 | ||||||||
| CrN | 25 | 0.25 | 700 | ○ | ◎ | ◎ | ○ | ○ | × |
用途
| OCS名称 | 銅合金 | ステンレス | プラスチック |
|---|---|---|---|
| CrN | ◎ | ○ | ○ |
加工事例
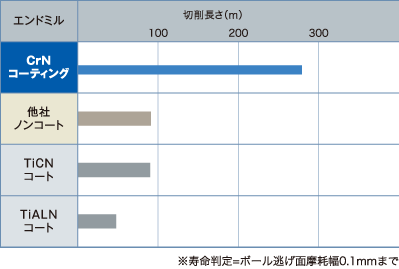
高速ドライ切削加工
CrNコーティングを施したCRN-EMSは、高速ドライ切削においても切れ刃摩耗の進行が遅く、
他社ノンコート品に比べ圧倒的な長寿命を実現することが確認できました。
スタブドリルの切削 加工条件
| 使用工具 | CRN-EMSCrNコーティング CrNコーティング4刃 ショート形 |
|---|---|
| サイズ | Ф10 |
| 被削材質 | 銅C1100 |
| 切削速度 | 切削速度200m/min(6,366min-1) |
| 送り速度 | 1,425mm/min(0.056mm/t) |
| 切込速さ | aa=10mm ar=0.1mm |
| 切削油剤 | エアブロー |
| 使用機械 | 立形マシニングセンタ |
高速ドライ加工切削加工 加工結果
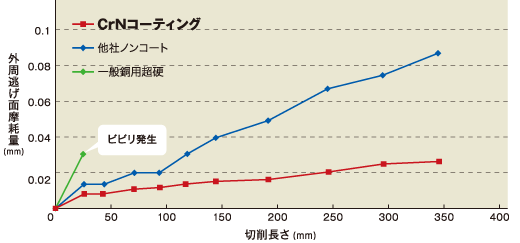
湿式切削による耐久比較
CrNコーティングを施したCRN-EMSは、
湿式切削においてノンコート品の3倍以上の耐久を示しました。
スタブドリルの切削加工条件
| 使用工具 | CRN-EBDコーティング2刃 ボールエンド形 |
|---|---|
| サイズ | R5×10 |
| 被削材質 | 銅C1100 |
| 切削速度 | 150m/min(4,770min-1) |
| 切削方法 | 溝切削 |
| 切込深さ | aa=1mm Pf =2mm |
| 切込油剤 | 水溶性切削油(エマルション) |
| 使用機械 | 立形マシニングセンタ |
湿式切削による耐久比較 結果