TiN
TiN(金色) コーティングは最もポピュラーなコーティングです。
高硬度で滑り特性に優れ、焼付・かじり・溶損・ヒートチェック・クラックを防止する効果があります。
また、付着力が強くはがれにくいため、HSS、超硬工具のいずれにも適しています。

被膜特性
| OCS名称 | 硬さ(GPa) | 摩擦係数 | 酸化開始温度 | 耐熱性 | 付着力 | 面粗さ | 耐摩擦性 | 脱膜可否 | |
|---|---|---|---|---|---|---|---|---|---|
| ハイス | 超硬 | ||||||||
| TiN | 30 | 0.25 | 500 | ○ | ◎ | ○ | ○ | ○ | ○ |
| V | 35 | 0.25 | 400 | ○ | ◎ | ◎ | ○ | ○ | |
用途
| OCS名称 | 炭素鋼他※1 | プリハードン鋼焼入れ鋼 | ステンレス鋼 | ダクタイル鋳鉄 | |||
|---|---|---|---|---|---|---|---|
| ~40HRC | ~45HRC | ~55HRC | ~60HRC | ~65HRC | ~35HRC | ~350HB | |
| TiN | ○ | ○ | ○ | ○ | |||
| V | ○ | ○ | ○ | ○ | |||
※1 炭素鋼・合金鋼・プリハードン鋼・工具鋼
| OCS名称 | 銅合金 | アルミ合金 | グラファイト | チタン合金 | 耐熱合金 | プラスチック |
|---|---|---|---|---|---|---|
| TiN | ○ | ○ | ◎ | |||
| V | ○ | ○ |
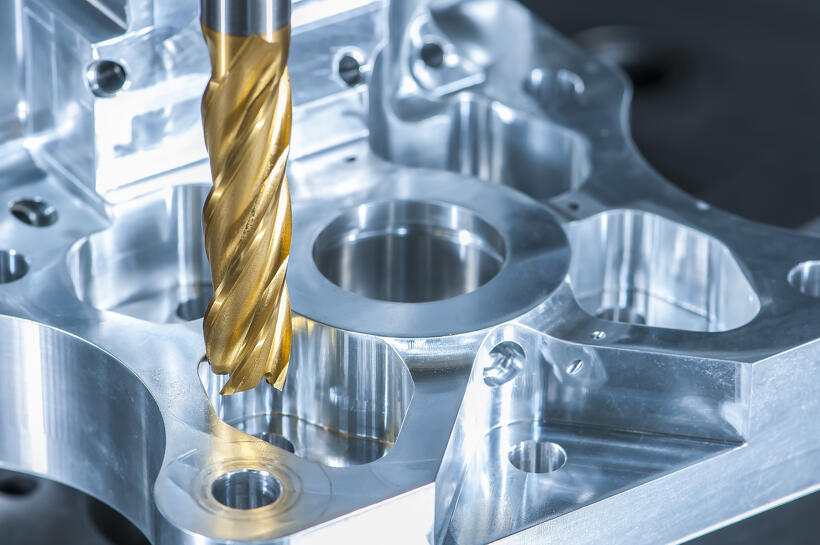
加工事例
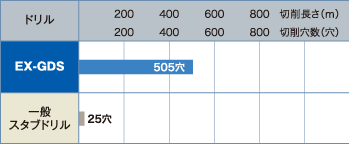
スタブドリルの切削加工
TiNコーティングを施したEXゴールドドリルでは、一般ノンコート品と比べ18倍以上の耐久差があります。
スタブドリルの切削 加工条件
| 使用工具 | EX-GDS |
|---|---|
| ドリル直径 | Ф12 |
| 被削材質 | SKD11 |
| 切削速度 | 13m/min |
| 回転速度 | 265mm-1 |
| 送り量 | 0.15mm/rev(ノンステップ) |
| 穴深さ | 23mm(通り) |
| 切込油剤 | 水溶性切削油剤(エマルジョン20%) |
| 使用機械 | 立形マシニングセンタ(HSK-E32) |
スタブドリルの切削 加工結果
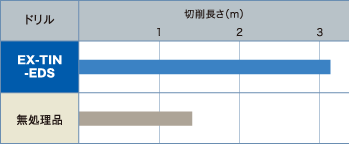
SKD11(ダイス鋼)溝切削加工
TiNコーティングを施したEX-TIN-EDSでは、一般ノンコート品と比べ約3倍の耐久性があります。
SKD11(ダイス鋼)溝切削 加工条件
| 被削材質 | 被削材質SKD11(18HRC) |
|---|---|
| 切削速度 | 25m/min(800min-1) |
| 送り速度 | 64mm/min(0.04mm/t) |
| 切込深さ | aa=5mm |
| 切削油剤 | 不水溶性切削油剤 |
| 使用機械 | 立形マシニングセンタ |
スタブドリルの切削 加工結果