FX

加工事例
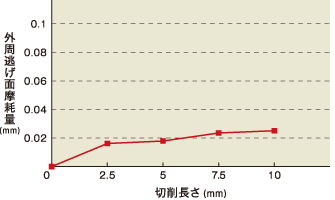
耐熱合金ハステロイの切削
FXコーティングを施したFX-MG-EHSで、ハステロイを10m切削後の外周逃げ面摩耗量
はわずか0.023mmであり、この時の被削面粗さは1.9umRyでした。
加工条件
| 使用工具 | FX-MG-EHSFX 超硬エンドミル ハイヘリックスショート形 |
|---|---|
| サイズ | Ф6×3F |
| 被削材質 | ハステロイ |
| 切削速度 | 40m/min(2,120min-1) |
| 送り速度 | 170mm/min(0.027mm/t) |
| 切削方法 | 側面切削(ダウンカット) |
| 切込深さ | aa=6mm, ar=0.3mm |
| 切削油剤 | 不水溶性切削油剤 |
| 使用機械 | 立形NCフライス盤(NT30) |
加工結果
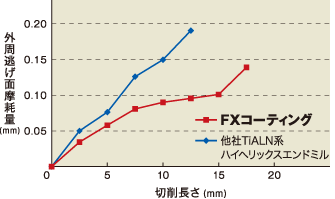
耐熱合金インコネル718の加工
FXコーティングを施したFX-MG-EHSは、超耐熱合金インコネル718の加工において
外周逃げ面摩耗の進行が遅く長寿命であることがわかります。
加工条件
| 使用工具 | FX-CR-MG-EHS ボジコーナR型 多機能 |
|---|---|
| サイズ | Ф10×R0.5 |
| 被削材質 | インコネル718 |
| 切削速度 | 40m/min(1,275min-1) |
| 送り速度 | 255mm/min(0.05mm/t) |
| 切削方法 | 側面加工 |
| 切込深さ | aa=6mm, ar=0.5mm |
| 切込油剤 | 水溶性切削油剤 |
| 使用機械 | 横形マシニングセンタ(BT40) |
加工結果